Filet unifié UTS – Filet métrique ISO
(Unified Thread Standard) – (Organisation internationale de normalisation)
2 grandes familles de filetages standards sont disponibles sur le marché mondial:
1 . FILETAGES « IMPERIAL » EXPRIMES EN POUCES
Le filetage UTS présent en Amérique du Nord comprend 4 standards principaux :
- UNC, pour « Unified National Coarse », dans le cas d’un filet au pas gros
- UNF, pour « Unified National Fine », dans le cas d’un filet fin
- UNEF, pour « Unified National Extra Fine », dans le cas d’un filet extra fin
- UNS, pour « Unified National Special », si le filet ne rentre pas dans les dimensions standards et exige une réalisation spéciale
Il est présenté ici les filetages UNC et UNF plus courants dans l’industrie.
Le système « pouce » spécifique au Royaume Uni comprend 3 standards :
- BSW, pour « British Standard Whitworth », peut être considéré comme le pas gros « Anglais »
- BSF, pour « British Standard Fine ». Peut être considéré comme le pas fin Anglais
- Pas fin BSC, pour « British Standard Cycle », principalement employé dans l’industrie du cycle 2 roues, et considéré comme obsolète
Ce système est de moins en moins utilisé.
Premiers pas dans la désignation des vis et écrous
Le diamètre . Le diamètre s’exprime en pouces, ou fraction de pouce. Il est suivi du symbole » qui signifie « pouce ». Pour les toutes petites dimensions dans la désignation américaine, il est utilisé un numéro. La conversion pouce/millimètre est résumée dans le tableau ci-dessous.
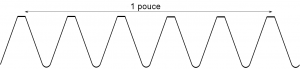
Le pas . Dans les systèmes pouce, les pas se définissent par un nombre de filets complets par pouce (Inch) : un filet se définit comme une révolution complète autour du diamètre. La valeur d’un pouce correspond à 25.4 mm. Dans l’exemple ci-dessous il faudrait dire : « 6 filets au pouce ».
Le tableau ci-après résume dans les systèmes américains (UNC/UNF) et anglais (BSW et BSF maintenant obsolètes) les pas couramment utilisés.
| Diamètre nominal en | UNC | UNF | BSW | BSF | |
| Pouce | Millimètres | Nombre de filets par « | |||
| n°0 | 1.52 | – | 80 | – | – |
| n°1 | 1.85 | 64 | 72 | – | – |
| n°2 | 2.18 | 56 | 64 | – | – |
| n°3 | 2.51 | 48 | 56 | – | – |
| n°4 | 2.84 | 40 | 48 | – | – |
| n°5 | 3.18 | 40 | 44 | – | – |
| 1/8″ | 3.18 | – | – | 40 | – |
| n°6 | 3.51 | 32 | 40 | – | – |
| 5/32″ | 3.97 | – | – | 32 | – |
| n°8 | 4.17 | 32 | 36 | – | – |
| 3/16″ | 4.76 | – | – | 24 | 32 |
| N°10 | 4.83 | 24 | 32 | – | – |
| 1/4″ | 6.35 | 20 | 28 | 20 | 26 |
| 5/16″ | 7.94 | 18 | 24 | 18 | 22 |
| 3/8″ | 9.53 | 16 | 24 | 16 | 20 |
| 7/16″ | 11.11 | 14 | 20 | 14 | 18 |
| 1/2″ | 12.7 | 13 | 20 | 12 | 16 |
| 9/16″ | 14.29 | 12 | 18 | – | – |
| 5/8″ | 15.88 | 11 | 18 | 11 | 14 |
| 3/4″ | 19.05 | 10 | 16 | 10 | 10 |
| 7/8″ | 22.22 | 9 | 14 | 9 | 11 |
| 1″ | 25.4 | 8 | 12 | 8 | 10 |
| 1″1/4 | 31.75 | 7 | 12 | 7 | – |
| 1″1/2 | 38.10 | 6 | 12 | – | – |
La longueur . Dans les systèmes pouces la longueur s’exprime également en pouce ou/et en fraction de pouce.
| POUCES | mm | POUCES | mm | POUCE | mm | |||
| Fraction | Millième | Fraction | Millième | Fraction | Millième | |||
| 1/64 | 0.016 | 0.40 | 33/64 | 0.516 | 13.10 | 1 | 1.000 | 25.40 |
| 1/32 | 0.031 | 0.79 | 17/32 | 0.531 | 13.49 | 1.1/8 | 1.125 | 28.58 |
| 3/64 | 0.047 | 1.19 | 35/64 | 0.547 | 13.89 | 1.1/4 | 1.250 | 31.75 |
| 1/16 | 0.063 | 1.59 | 9/16 | 0.563 | 14.29 | 1.3/8 | 1.375 | 34.93 |
| 5/64 | 0.078 | 1.98 | 37/64 | 0.578 | 14.68 | 1.1/2 | 1.500 | 38.10 |
| 3/32 | 0.064 | 2.38 | 19/32 | 0.594 | 15.08 | 1.5/8 | 1.625 | 41.28 |
| 7/64 | 0.109 | 2.78 | 39/64 | 0.609 | 15.48 | 1.3/4 | 1.750 | 44.45 |
| 1/8 | 0.125 | 3.18 | 5/8 | 0.625 | 15.88 | 1.7/8 | 1.875 | 47.63 |
| 9/64 | 0.141 | 3.57 | 41/64 | 0.641 | 16.27 | 2 | 2.000 | 50.80 |
| 5/32 | 0.156 | 3.97 | 21/32 | 0.656 | 16.67 | 2.1/4 | 2.250 | 57.15 |
| 11/64 | 0.172 | 4.37 | 43/64 | 0.672 | 17.07 | 2.1/2 | 2.500 | 63.50 |
| 3/16 | 0.188 | 4.76 | 11/16 | 0.688 | 17.46 | 2.3/4 | 2.750 | 69.85 |
| 13/64 | 0.203 | 5.16 | 45/64 | 0.703 | 17.86 | 3 | 3.000 | 76.20 |
| 7/32 | 0.219 | 5.56 | 23/32 | 0.719 | 18.26 | 3.1/4 | 3.250 | 82.55 |
| 15/64 | 0.234 | 5.95 | 47/64 | 0.734 | 18.65 | 3.1/2 | 3.500 | 88.90 |
| 1/4 | 0.250 | 6.35 | 3/4 | 0.750 | 19.05 | 3.3/4 | 3.750 | 95.25 |
| 17/64 | 0.266 | 6.75 | 49/64 | 0.766 | 19.45 | 4 | 4.000 | 101.60 |
| 9/32 | 0.281 | 7.14 | 25/32 | 0.781 | 19.84 | 4.1/4 | 4.250 | 107.95 |
| 19/64 | 0.297 | 7.54 | 51/64 | 0.797 | 20.24 | 4.1/2 | 4.500 | 114.30 |
| 5/16 | 0.313 | 7.94 | 13/16 | 0.813 | 20.64 | 4.3/4 | 4.750 | 120.65 |
| 21/64 | 0.328 | 8.33 | 53/64 | 0.828 | 21.03 | 5 | 5.000 | 127.00 |
| 11/32 | 0.344 | 8.73 | 27/32 | 0.844 | 21.43 | 5.1/4 | 5.250 | 133.35 |
| 23/64 | 0.359 | 9.13 | 55/64 | 0.859 | 21.83 | 5.1/2 | 5.500 | 139.70 |
| 3/8 | 0.375 | 9.53 | 7/8 | 0.875 | 22.23 | 5.3/4 | 5.750 | 146.05 |
| 25/64 | 0.391 | 9.92 | 57/64 | 0.891 | 22.62 | 6 | 6.000 | 152.40 |
| 13/32 | 0.406 | 10.32 | 29/32 | 0.906 | 23.02 | 7 | 7.000 | 177.80 |
| 27/64 | 0.422 | 10.72 | 59/64 | 0.921 | 23.42 | 8 | 8.000 | 203.20 |
| 7/16 | 0.438 | 11.11 | 15/16 | 0.938 | 23.81 | 9 | 9.000 | 228.60 |
| 29/64 | 0.453 | 11.51 | 61/64 | 0.953 | 24.21 | 10 | 10.000 | 254.00 |
| 15/32 | 0.469 | 11.91 | 31/32 | 0.969 | 24.61 | |||
Exemples de désignation d’une vis en pouces .
Vis à tête hexagonale 1/4-UNC-2″ 1/4 ou bien Vis à tête hexagonale 1/4-20-2″ 1/4
Vis CHC n°8-UNF-1″ 1/2 ou bien Vis CHC n°8-36-1″ 1/2
Vis à tête hexagonale 1/8-BSW-1″ ou bien Vis à tête hexagonale 1/8-40-1″
2 . FILETAGES ISO EXPRIMES EN MILLIMETRES
Les diamètres et les longueurs sont exprimés en mm.
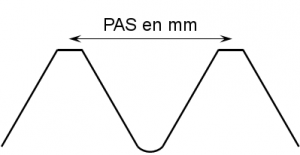
Le filetage ISO se décline en 2 catégories, à savoir le pas standard et le pas fin. Un pas dans le système métrique se définit comme étant la distance en mm entre deux sommets de filets voisins.
On désigne généralement le diamètre d’une vis métrique en commençant par M suivi du diamètre exprimé en mm
| Diamètre en mm | Pas gros | Pas fin | Diamètre en mm | Pas gros | Pas fin | |
| M1.2 | 0.25 | 0.2 | M30 | 3.5 | 2 | |
| M1.6 | 0.35 | 0.2 | M33 | 3.5 | 2 | |
| M2 | 0.4 | 0.25 | M36 | 4 | 3 | |
| M2.5 | 0.45 | 0.35 | M39 | 4 | 3 | |
| M3 | 0.5 | 0.35 | M42 | 4.5 | 3 | |
| M3.5 | 0.6 | 0.35 | M45 | 4.5 | 3 | |
| M4 | 0.7 | 0.5 | M48 | 5 | 3 | |
| M5 | 0.8 | 0.5 | M52 | 5 | 3 | |
| M6 | 1 | 0.75 | M56 | 5.5 | 3 | |
| M7 | 1 | 0.75 | M60 | 5.5 | 3 | |
| M8 | 1.25 | 0.75 | M64 | 6 | 3 | |
| M10 | 1.50 | 1 ou 1.25 | M68 | 6 | 3 | |
| M12 | 1.75 | 1.25 ou 1.5 | M72 | 6 | 3 | |
| M14 | 2 | 1.5 | M76 | 6 | 3 | |
| M16 | 2 | 1.5 | M80 | 6 | 3 | |
| M18 | 2.5 | 1.5 | M85 | 6 | 3 | |
| M20 | 2.5 | 1.5 | M90 | 6 | 3 | |
| M22 | 2.5 | 1.5 | M100 | 6 | 3 | |
| M24 | 3 | 2 | M110 | 6 | 3 | |
| M27 | 3 | 2 | M125 | 8 | 3 |
Exemples de désignation d’une vis de filetage métrique .
Il n’est pas nécessaire de préciser le pas lorsque celui-ci n’est « pas fin ».
Vis à tête hexagonale M6x25
Vis CHC M8x1.00×25
PROFILS DES FILETAGES UNC/UNF, WHITWORTH/FINE, METRIQUE ISO
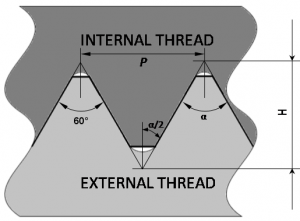
Profil de filetage ISO et UTS .
Le filetage ISO et le filetage UTS sont basés sur un profil de triangle équilatéral. Ce filetage est le plus utilisé, le plus facile à fabriquer. Le filetage ISO se différencie notamment dans le cas d’un filetage extérieur par un sommet de filet plat et par un fond de filet arrondi. Par opposition, le filetage intérieur présente un sommet de filet arrondi et un fond de filet plat. Cette forme de filetage offre les avantages suivants : la forme de fond et sommet de filet permet d’obtenir une force de friction relativement modérée, l’angle du filet de 60° permet d’assurer une pression élevée et enfin, sa fabrication soulève moins de difficultés.
Profil de filetage défini par la norme anglaise BS-84-1956 .
Le profil du filet Whitworth se distingue du filet ISO et UTS par un angle de filetage de 55°, un sommet et fond de filet arrondi et une hauteur H du profil de filetage supérieure à celle du profil ISO. Cette forme arrondie permet notamment d’améliorer les capacités de résistances du filetage, et notamment lors d’une sollicitation en dynamique.